在SPC培训课程中会重点讲到如何用MINITAB软件制作控制图,大量数据需要用到MINITAB统计软件来辅助工作以提高工作效率。并通过此软件自动判定过程是否存在特殊原因变差,并且自动找出异常的判异点,以便 及时的分析、解决过程不受控的问题点,下面就如何用MINITAB软件作控制图Xbar-R控制图为例作说明:
1.首先收集原如数据,组内、组间取样方法要符合SPC原则。应该是组内连续、组间间断的原则的抽样。
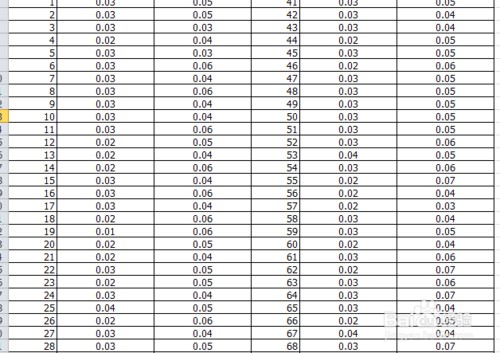
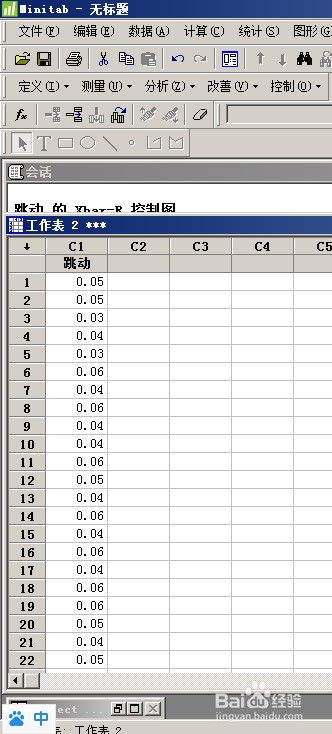
2.打开Minitab,将原始数据导入到SPC MINITAB软件里面去,可以是同列或同行数据在多列,确保数据准确、可靠
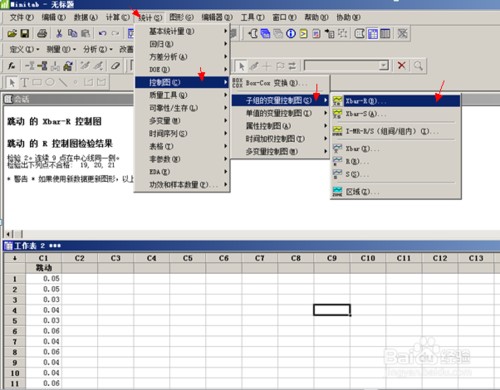
3.然后再SPC MINITAB菜单栏上点击 统计--控制图--子组的变量控制图--Xbar-R控制图,点确定打开菜单
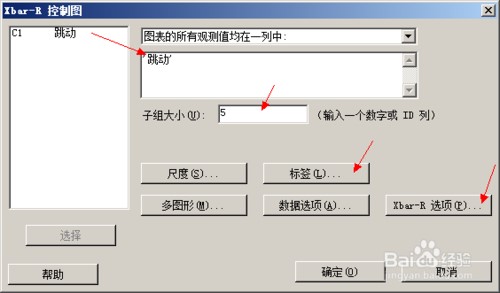
4.选择、录入弹出的对话框的数据参数,如子组大小n输入5,选择计算的数据区域等,子组的大小会影响SPC中控制线的宽度。
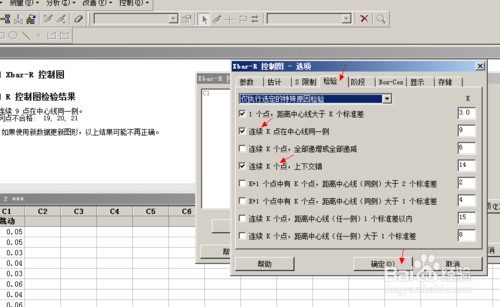
5.选择、点击X-BAR中选项 ,弹出对话框为SPC中的8条判稳原则,可以选择全数,这样控制图可以自动判稳,点出异常时会自动识别,对过程进行调整。
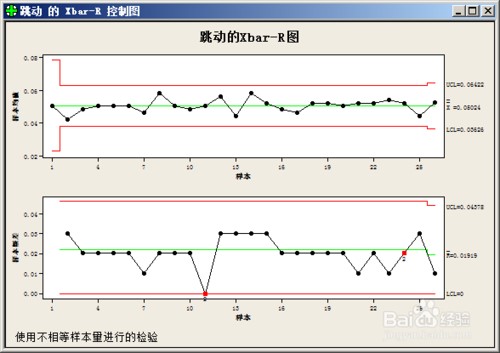
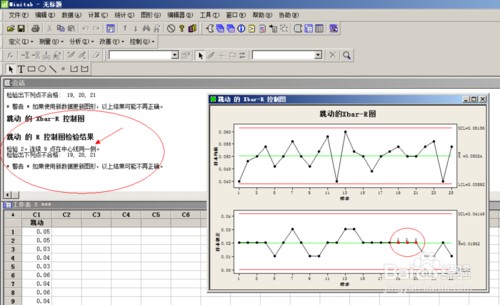
6.所有选项选好了,按确认按扭,这样SPC控制图就行成了,如果有异常点的话图形的黑点变成了红点.8条判稳原则会自动判定,如7点连续下降、14点一上一下等级。异常点即过程特殊因子的变差需要借助其他质量工具进行研究分析、解决。
以上SPC培训心得中描述的操作步骤供参考,
其中有一个关键步骤没有写到。在SPC培训课程中会提到,届时请大家关注。



 微信公众号
微信公众号


 027-61106981
027-61106981




