特殊特性确定方法
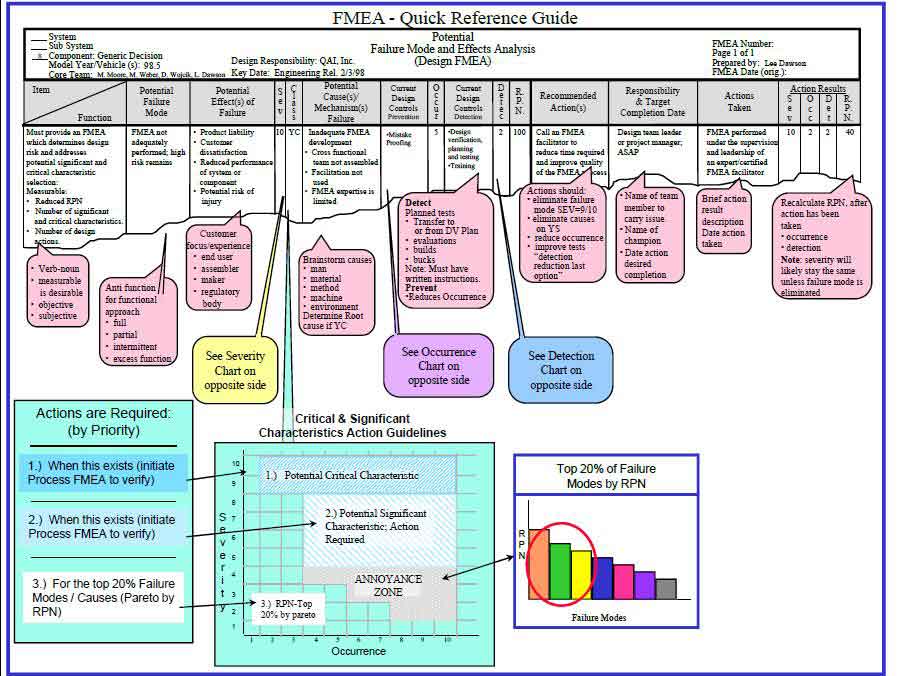
下文是APQP培训中关于特殊特性确定方法的文件案例,供进行参考:
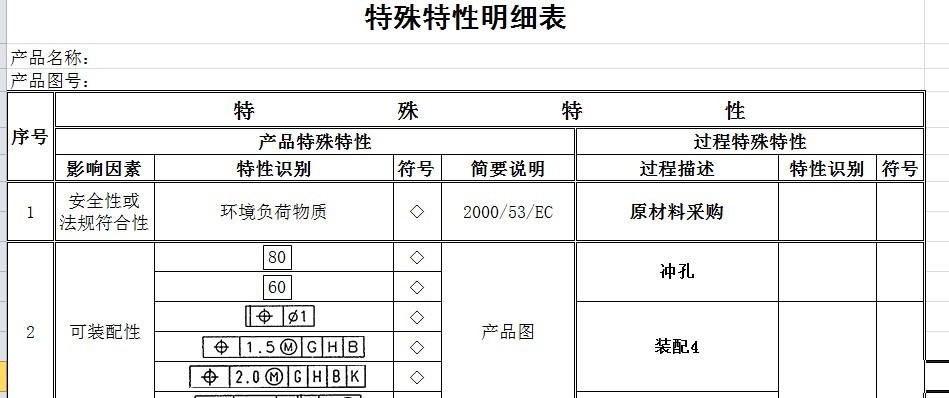
5.3特殊特性应在图纸、策划文件(如过程/流程图、FMEA、控制计划等)或作业指导书中以相应的特殊特性符号加以标明(特殊特性符号:▲)。
5.4特殊特性的过程能力
开始批量生产时,Cpk应≥1.33,并持续改进。在过程能力偏低的情况下,应考虑100%检验(见SPC培训课程内容)。批量生产前,特殊特性的Ppk应≥1.67。对特殊特性,在批量生产过程中应尽可能采用SPC的方法进行连续监控,或依据客户要求执行产品特殊特性的控制方法。
5.5对特殊特性产品控制的原则
5.5.1技术部在产品技术文件上标识特殊特性,通过P-FMEA识别产品/过程风险,在P-FMEA文件中标识特殊特性并确定适当的措施。
5.5.2技术部在产品控制计划或工艺文件中应标明特殊特性的控制点,并进行适当的控制,在影响产品特殊特性的工艺参数上,及制造的每个步骤的工艺文件中应标明相同的标识符号。
5.5.3生产部应定期对这些工艺参数进行检查,并做好记录;并由质量部定期进行过程能力验证。
5.5.4当顾客用特殊特性符号在图纸上表明产品特殊特性时,技术部在制定该产品的文件时,须在文件上按照顾客规定的特殊特性符号标识。
5.5.5对特殊特性产品有影响的供方,对其生产的产品应严格控制,并提供验证结果。通过采购合同、质量协议和检验证书明确其责任,并对供方进行相同的验证活动。
5.5.6质量部部负责对特殊特性产品进行验证,依据设计、工艺方面的要求制定检验文件,并对比相关的检验器具进行检具能力分析(参见《测量系统分析程序》),以确保检验方法适合于发现缺陷。
6.相关文件
6.1《测量系统分析程序》
本规定参见TS内审员培训课程部分内容



 微信公众号
微信公众号


 027-61106981
027-61106981




